Намоточный станок для катушек индуктивности. Что представляет собой намоточный станок для трансформаторов? Конструкция и принцип работы
Намоточный станок – устройство, предназначенное для наматывания изделий имеющих значительную длину на специальное основание (катушку), их можно сделать своими руками.
Такие устройства в зависимости от размера и материала наматываемого изделия могут отличаться в конструкторском исполнении. Но в основе их лежит использование вала, имеющего силовой привод обеспечивающий вращение, а так же блок, отвечающий за направление подачи наматываемого изделия.
Для проведения операций по наматыванию, обязательно используется катушка, которая надевается на вал устройства. Эта катушка служит либо основанием изделия (например такого как, обмотка трансформаторов) либо для его транспортировки (например различные бухты с тросами, проводами и так далее).
Для проведения работ по наматыванию проволоки сечением до 3,2 мм, можно воспользоваться устройством – намоточным станком. Такой станок станет альтернативой промышленному агрегату и поможет в проведении работ, по изготовлению трансформаторов, катушек и дросселей.
Изготовление самодельного намоточного станка
1) Этот самодельный намоточный станок призван автоматизировать процесс намотки проволоки на электрические катушки. Он ни в чем не уступает своим заводским «собратьям». А собрать его довольно просто из подручных средств. В основном это детали уже отживших свой срок электрических приборов.
2) Каркас станка чем-то напоминает швейную машинку. На основе закреплены две вертикальные опоры. К ним крепится вращающийся вал с держателями для катушки. К одной из опор подведен электрический привод.
3) С ролью преобразователя электрического тока отлично справится импульсный блок питания тюнера марки «Tricolor». На его плате установлены защитные фильтры, предусмотрена защита от перегрузки. Также здесь установлен «плавный пуск» (Soft start). Заявленная мощность в пределах 30 Ватт.
4) Основным узлом является редуктор. Он взят с обычной мясорубки, отечественного производства. Крепление редуктора осуществляется при помощи саморезов.
5) Вращательный вал приводится в действие двигателем. Демонтирован движок с не рабочей старой швейной машинки.
Дополняет комплект педаль. Выполняет роль своеобразной пусковой кнопки. В зависимости от силы нажатия, педаль позволяет регулировать обороты. Была снята с вышеуказанного швейного агрегата.
6) Под столом располагается подвес. Он выполнен в виде горизонтально расположенного стального штыря. На него надевается катушка с обмоточной проволокой. Держатель имеет раскладной характер. Он компактно складывается, когда станок находится в не рабочем положении.
9) Блок питания для счетчика является не стабилизированным. Рассчитан примерно на 15 Вольт. Функционирование счетчика обеспечивает кнопка и эксцентрик, который ее нажимает при вращении вала. Вся эта система соединена обычным проводом.
12) Держатели изготовлены из дерева. Это позволяет оперативно подгонять их по необходимые габариты. Подгонка осуществляется путем стачивания.
Для того, чтобы наматываемый провод не терся об угол основания, к нему была приклеена втягивающая система. Такая есть в любом автомобильном проигрывателе. Благодаря, очень мягкой силиконовой резинке, проволоку повредить очень трудно.
Видео: как сделать намоточный станок для самодельных трансформаторов.
Станок получился простым и вместе с тем функциональным. Вид спереди и сверху.
Он позволяет наматывать обмотки на круглых полых каркасах внутренним диаметром от 10 мм, а также на каркасах квадратного или прямоугольного сечения внутренним размером от 10х10 мм.
Максимальная длина намотки - 180-200 мм. Максимальный диаметр(диагональ прямоугольного каркаса) составляет 200 мм. Намотку можно вести вручную проводом диаметром до 3,2 мм, в режиме «полуавтоматической» намотки проводом от 0,31 до 2,0 мм. «Полуавтоматическая» намотка предусматривает намотку и укладку слоя провода синхронно с намоткой, с последующей ручной укладкой слоя изоляции и сменой направления укладки провода. На круглых оправках с укладкой вручную можно мотать даже трубкой диаметром до 6 мм. Для укладки провода разных диаметров предусмотрен набор сменных шкивов, позволяющих выбрать 27 различных шагов намотки в диапазоне 0,31 - 1,0 мм или 54 шага намотки в диапазоне 0,31 - 3,2 мм. Сам станок легко умещается на обычной кухонной табуретке, благодаря большому весу не требует дополнительного крепления.
Принцип работы
Прост до безобразия. Вал, на котором установлен каркас трансформатора, кинематически соединен с валом, по которому перемещается укладчик провода. Укладчик провода имеет втулку, внутри которой нарезана резьба. При вращении вала втулка перемещается и движет за собой направляющее устройство для провода. Скорость вращения вала определяется диаметрами шкивов, установленных на верхнем и нижнем валах, а скорость перемещения втулки кроме этого и шагом резьбы вала укладчика. Набор из 3-х тройных шкивов позволяет получить до 54 комбинаций шага укладки провода. Направление укладки изменяется перестановкой пассика соединяющего шкивы. Вращение вала с каркасом можно осуществлять вручную, а можно приспособить электродрель в качестве привода.
ДЕТАЛИ
Все размеры указаны как в оригинале.
Станина
Станина станка сварена из стальных листов. Основание станины выбрано толщиной 15 мм, боковины - толщиной 6 мм. Выбор обусловлен в первую очередь устойчивостью станка(чем тяжелее, тем лучше)
Перед сваркой боковины станины складываются вместе и производится сверление отверстий одновременно в обоих боковинах. После этого станины устанавливают на основание и привариваются к нему. В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние - подшипники.
Подшипники взяты от старого 5 дюймового дисковода. От перемещения подшипники и втулки с внешней стороны боковин фиксируются крышками.
Валы
Верхний вал, на котором крепится каркас катушки, изготовлен из прутка диаметром 12 мм. В этой конструкции все валы изготовлены из подходящих по диаметру валов от выслуживших свои сроки матричных принтеров, они изготовлены из хорошей стали, закалены, хромированы или отшлифованы.
Средний вал, на который опирается устройство подачи провода, также изготовлен из прутка диаметром 12 мм. Вал желательно отполировать.
Выбор диаметра нижнего вала - подающего, обусловлен необходимостью иметь шаг резьбы 1 мм, а нашлась только одна подходящая лерка 10х1,0. Желательно(в целях большей надежности) изготовить этот вал также диаметром 12 мм.
Втулка укладчика
Диаметр 20 мм, длина 20 мм, внутренняя резьба такая же как на нижнем валу М12х1,0 (в оригинале - М10х1,0)
Шкивы
Шкивы выполнены тройными, т.е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода.
Выточены из стали, комбинация шкивов позволяет получить 54 различных шагов намотки провода. Ширина канавки для пассика выбирается исходя из имеющихся пассиков, в конкретном случае 6 мм. Обратите внимание: общая толщина шкивов должна быть не более 20 мм. Если толщина шкивов больше - необходимо увеличить длину левых хвостовиков нижнего и верхнего вала (диаметр которых 8 мм, длина 50 мм).
При необходимости можно изготовить одинарные шкивы соответствующих диаметров. Выбранные диаметры шкивов обеспечивают намотку провода с 54 различными шагами.
Таблица шагов
В строках указаны диаметры ведущих шкивов, в колонках - диаметры ведомых шкивов. В ячейках таблицы - шпаг намотки провода.
Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу). После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм).
Укладчик провода.
Чертеж пластин укладчика
Выполнен из 3-х пластин соединенных между собой винтами М4. Диаметр отверстий 20 мм. Отверстие в верхней части диаметром 6 мм для винта регулировки натяжения.
Внутренняя пластина - стальная, в нижнее отверстие вваривается стальная втулка диаметром 20 мм, длиной 20 мм и с внутренней резьбой 12х1,0. В верхнее отверстие вставляется фторопластовая втулка внешним диаметром 20мм и внутренним диаметром 12,5 мм, Длина втулки 20 мм. Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны.
В паз между внешними пластинами вклеивается желобок из кожи толщиной 1,8-2 мм, он способствует выпрямлению и натяжению провода. Для регулировки натяжения в верхней части укладчика устанавливается винт или мини струбцина, стягивающая верхнюю часть внешних пластин в зависимости от диаметра провода и необходимого натяжения.
В задней части станины устанавливается откидной кронштейн для катушки с проводом, необязательная, но удобная вещь.
Привод
В качестве привода применена шестерня большого диаметра, к которой приклепана рукоятка. На правой боковине станины (по месту) установлен узел фиксации и вспомогательного привода, представляющий вал с шестерней, закрепленный на отдельном кронштейне с цанговым зажимом и выступающей осью. Ось можно закрепить в патроне аккумуляторного шуруповерта или электродрели и сделать таким образом электропривод. При намотке толстого провода можно на оси закрепить ручку, тогда наматывать даже толстую трубку будет легче. Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.
Счётчик витков.
На шестерне верхнего вала закреплен магнит, а на правой боковине - геркон, выводы которого соединены с контактами кнопки «=» калькулятора.
Все остальные мелкие детали и детальки устанавливаются по месту и делаются из чего бог пошлет.
На последнем фото видно что катушка с проводом размещена на отдельном валу. Вал установлен на 2-х рычагах, которые можно поднять вверх, тога они сложатся внутрь станка. Это сделано, чтобы станок во время своего бездействия не занимал много места.
Работа на станке.
Хотя и так видно, что и как делается, опишу порядок работы. Незначительная сложность установки каркасов и кажущаяся сложность смены направления укладки компенсируются простотой станка.
Снять верхний шкив, выдвинуть верхний вал вправо на необходимую для установки каркаса длину. Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки).
Вставить в отверстие на верхнем валу шплинт или гвоздик, отцентрировать каркас на оправке и зажать каркас с оправкой с помощью гайки.
Установить на подающий вал нужный (для намотки первичной обмотки) шкив.
Вращая шкив подающего вала установить укладчик против правой или левой щечки каркаса катушки. Одеть пассик на шкивы. Если укладка провода будет производиться слева направо пассик одевается «кольцом», если укладку провода нужно делать справа налево - пассик одевается «восьмеркой».
Провод продевается под дополнительным валом, затем укладывается снизу вверх в кожаный желобок укладчика и закрепляется на каркасе. Зажимами в верхней части укладчика регулируется натяжение провода так, чтобы он плотно наматывался на каркас.
На калькуляторе нажимают 1 + 1. Теперь с каждым оборотом вала с каркасом калькулятор будет прибавлять 1, то есть будет считать витки провода. Если нужно отмотать несколько витков нажмите - 1 и с каждым оборотом вала показания калькулятора будут уменьшаться на 1.
Во время намотки провода следите за укладкой витков, при необходимости поправляя витки на каркасе. По достижении проводом противоположной щечки каркаса зажмите цанговый зажим и поменяйте положение пассика с «кольца» на «восьмерку» или наоборот. Отпустив цанговый зажим, подложите под провод прокладочную бумагу и продолжайте намотку.
При необходимости изменить толщину провода подберите соотношение шкивов под требуемый шаг намотки.
Ну вот и все. Прощу прощения за низкое качество фотографий, но надеюсь, что все вам станет понятно из приведенных фото и чертежей.
Очень часто при ремонте того или иного оборудования, особенно если в сборке имеется очень редкий трансформатор, возникают проблемы доступности этого элемента. Конечно же, можно заказать трансформатор у самого производителя.
Но вряд ли завод станет обслуживать одноразового клиента, да и еще с одним заказом. И для того, чтобы таких проблем не возникало, был создан станок им. Н. Филенко. Устройство довольно простое и достаточно функциональное. Согласитесь, любой мастер, да и начинающий радиолюбитель не отказался бы иметь в своей коллекции инструментов станок, который умеючи наматывает витки для трансформатора.
Особенности.
Станок позволяет мотать провода на каркасы с внутренним диаметров от 10 миллиметров, и даже на квадратные и прямоугольные каркасы размерами от 10 х 10 мм.
Макс. длина намотки составляет 180-200мм.
Макс. диаметр (т.е. диагональ квадратного каркаса) составляет 190-200мм.
Намотка может осуществляться в ручном режиме с использованием провода до 3.2мм, в режиме «полуавтоматической» намотки с использованием провода от 0.3 до 2.00 мм.
Режим полуавтоматической намотки предусматривает укладку и намотку слоя провода синхронно, с последующей ручной укладкой слоев изоляции и сменой направлений укладки проводов.
В станке, для укладки проводов разных диаметров, предусмотрен набор шкивов, которые легко менять, и которые позволяют выбрать около 27 разных шагов намотки с диапазоном от 0.31 до 1.0 мм, или же 57 шагов с диапазонами от 0.31 до 3.2 мм.
Устройство из-за своей большой массы не нуждается в креплениях к основанию.
Принцип работы станка довольно прост: вал, на котором устанавливается каркас трансформатора, соединен с валом, синхронно по которому и перемещается сам укладчик проводов. Во внутренней части втулки укладчика провода нарезана резьба. При вращении этого вала, втулка перемещается и тянет направляющее устройство для проводов.
Быстрота вращения вала зависит от размера шкивов, то есть от их диаметров, которые установлены на нижних и верхних валах, а быстрота перемещения самой втулки плюс ко всему и от шага резьбы укладчика. Вращение вала с самим каркасом можно осуществлять вручную, также можно приделать электродрель в качестве привода.
Детали и элементы.
Станина
Станина оборудования изготовлена из пары стальных листов. Основание станины выполнено из стали толщиной в 15 мм, боковины – 6 мм. Такая конструкция взята специально из соображения поверхностной устойчивости оборудования.
Перед закреплением боковины, станины укладываются вместе, и осуществляется сверление дырок одновременно на обоих боковинах. Далее, после этого станины устанавливаются на само основание и сваркой привариваются к нему.
В просверленные отверстия (кроме нижних) боковин вставляются втулки, а в остальные отверстия – подшипники. Эти элементы были взяты от 5-ти дюймового обычного дисковода. Для того чтобы подшипники и втулки не перемещались, их необходимо зафиксировать крышками.
Валы.
Верхний вал предназначен для крепления каркаса катушки. Изготовлен из прутка размером в 12 мм. (В станке абсолютно все валы подходят друг к другу по размерам их размеров, и взяты они от старых матричных принтеров, так как они произведены от закаленной стали, они хромированы и отшлифованы).
Серединный вал . На этот вал опирается устройство подачи проводов. Средний вал также изготовлен из вала с диаметром 12 мм. Здесь этот прут рекомендуется отполировать.
Втулки укладчика.
Длина втулки и длина 20 мм; внутренняя резьба должна быть такой же, как на нижнем вале, то есть М12х1,0 мм (а в оригинале составляет – М10х1,0 мм)
Шкивы
Шкивы станка выполнены по 3 канавкам разных диаметров в одном блоке. Диаметры были выбраны таким образом, чтобы наиболее оптимально перекрыть диапазон сечений проводов.
Комбинация шкивов дает возможность получить до 54 различных шагов намотки проводов. Канавки для пассика, в особенности их ширина, выбирается исходя из уже имеющихся пассиков, в данном варианте – 6-мм. Обратите внимание: Сумма толщины шкивов не должна быть более 20-ти мм. Если толщина больше, то необходимо будет увеличить саму длину левых хвостовиков верхнего и нижнего валов.
Табличка шагов.
В данной таблице указаны: колоны – диаметр ведомых шкивов; строки – диаметр ведущих шкивов; ячейки – шаги намотки.
Обратите внимание : Все параметры, приведенные в таблице, носят только ознакомительный характер, так как данные напрямую зависят от точности конструирования самих шкивов, диаметров пассика и шага резьбы на падающем валу. Рекомендуется, после изготовления станка уточнить показатели, осуществляя пробные намотки. Некоторая неточность при конструировании особо не окажет большого влияния на производительность, но все, же довести дело до ума советуем. Если же возникнет необходимость осуществить намотку более тонкими проводами, можно будет изготовить тройной шкив с диаметром в 12 / 16 / 20 мм. Дополнительное наличие таких шкивов позволит использовать и провода диаметров от 0,15 мм.
Укладчик проводов.
Укладчик выполнен из трех пластин, соединенные друг с другом винтами М4. Размер отверстий 20-ть мм. Отверстия в верхней части – 6 мм, выполнен для винта, регулирующий натяжения провода.
Внутренняя пластинка изготовлена из стали. В нижнюю дырочку приварите стальная втулка размером в 20-ть мм, и длиной в 20-ть мм, и с внутренней резьбой в 12х1,0. В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
Между внешними пластинками вклеивается кожаный желобок, нужен он для того, чтобы выпрямлять и натягивать провод. Также для регулировки натяжения в верхнюю часть укладчика установлен винт, стягивающий верхние части внешних пластин. На заднюю часть станины установлен откидной кронштейн, куда крепится катушка с проводомами.
И наконец, сам привод. Здесь в качестве этого элемента использовалась обычная шестерня, к которой прикреплена рукоятка. Процесс намотки можно также автоматизировать, установив патрон обычного аккумуляторного шуруповерта.
Если же справа на налево – «восьмеркой»
Если производится намотка в режиме полуавтомата, то на калькуляторе нажмите функции «1 + 1». Этот режим позволит с каждым оборотом вала прибавлять по единичке к вышеупомянутому выражению. При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
Во время работы внимательно следите за укладкой. Как только провод достигнет противоположной щечки трансформатора, прижмите зажим и быстро измените положение пассика.
Ну вот, в принципе, и весь секрет.
Схема самодельного датчика протечки воды
Для опытных электриков и радиолюбителей, при работе своими руками, обязательно потребуется станок для намотки трансформаторов. Бытовая техника имеет в составе своей конструкции массу всевозможных катушек, трансформаторов (в том числе тороидальных), которые со временем приходят в негодность и их необходимо ремонтировать.
Станок для намотки трансформаторов
Кроме того, многие мастера не отказались бы иметь в своем арсенале инструментов самодельный ручной или электрический намоточный станок для катушек, так как он позволяет существенно сократить время и улучшить качество намотки.
Устройство самодельного намоточного станка
В промышленных условиях используются специальные приспособления для массового производства различных типов электрических катушек и трансформаторов. Производство однотипных изделий позволяет вкладывать финансовые средства в скоростное, автоматическое оборудование для увеличения количества выпускаемой продукции.
В работе своими руками при ремонте, восстановлении, создании новых катушек или трансформаторов, необходимости в полной автоматизации процесса перемотки нет, но метод ручной укладки каждого витка проволоки устраивает далеко не всех мастеров. Поэтому появилась практика создания своих собственных моделей.
Самым простым вариантом является ручной намоточный станок, сделанный своими руками, который оснащен регулируемым укладчиком и счетчиком витков. При его создании следует уделить внимание лишь нескольким условным требованиям:
- простота конструкции;
- использование подручных материалов;
- возможность намотки катушек разного размера и конфигурации.
Устройство простейшего самодельного намоточного станка для трансформаторов
Примером такого станка сделанного своими руками может послужить такая конструкция, работающая по принципу колодезного ворота:
- основание с двумя вертикальными стойками, сделанными из дерева или фанеры;
- горизонтальная ось, закрепленная на стойках сделанная из толстой проволоки один конец которой выгнут в форме ручки для вращения;
- две трубки одетые на ось, на одной из которых размещена деревянная колодка, которая фиксируется шпилькой из металла и имеет клин для надежной фиксации на вращающейся оси;
- счетчик витков (велосипедный одометр), который подсоединяется к свободному концу оси через плотную резиновую трубку или витую пружину подходящего сечения.
Принцип работы такого устройства основан на насаживании каркаса трансформатора на ось устройства, и вращении своими руками ворота с ручным контролем плотности укладки провода и визуальным - по отсчету витков. к меню
Намотка тороидальных трансформаторов
Широкое применение тороидальных трансформаторов в бытовой технике и приборах дающих низковольтное освещение, создает необходимость в станке, а точнее, приспособлении, которое поможет намотать проволоку на каркас круглой замкнутой формы.
В промышленных условиях используются специальные кольцевые станки для качественной намотки тороидальных трансформаторов. В домашних же условиях, приходится мотать вручную долго и без гарантии качественной ровной укладки проволоки.
Приспособление в виде челнока, который работает по принципу швейной иглы, несколько облегчает работу по намотке тороидальных трансформаторов, но в недостаточной степени.
Станок для намотки тороидальных трансформаторов
Для создания более производительного устройства по намотке тородоидальных трансформаторов потребуется обод велосипедного колеса. Он закрепляется на стене при помощи штыря и имеет резиновое кольцо для закрепления проволоки.
Так как обод является цельным, то для того чтобы одевать на него каркасы тородоидальных трансформаторов, его необходимо будет разрезать и затем скрепить разборными пластинами.
Намотка тороидальных катушек при помощи этого приспособления происходит следующим образом:
- на разъединенный обод одевается подготовленная к намотке катушка;
- пластинами скрепляют (соединяют) обод, чтобы он являлся цельным кругом;
- наматывают на него необходимое количество проволоки;
- присоединяют конец провода к свободно перемещающейся по ободу катушке;
- начинают передвигать катушку по ободу полными кругами, за счет чего проволока сама укладывается на каркас трансформатора.
При выполнении такой, практически ручной намотки, необходимо следить за натяжением проволоки и плотностью витков.
Обод велосипедного колеса подходит лишь для катушек большого размера. Этот же принцип намотки, для небольших тороидальных трансформаторов, можно применять, используя любое плоское кольцо подходящих размеров. к меню
Электрический намоточный станок
Ручной намоточный станок не всегда в состоянии значительно облегчить работу по перемотке трансформаторов. Для того, чтобы сделать более совершенное устройство, следует обратиться к следующей информации, которая позволяет с использованием деталей матричного принтера создать более эффективную конструкцию.
Электрический станок для намотки трансформаторов, дросселей, катушек
Используя каркас принтера и многие его узлы и детали можно получить устройство со следующими особенностями:
- намоточный станок имеет небольшие размеры;
- его шпиндель плавно стартует и останавливается;
- наличие счетчика позволит избежать ошибок при подсчете витков;
- провод укладывается автоматически;
- возможность секционной намотки без перенастройки устройства;
- надежное закрепление каркасов, которые не имеют центрального отверстия.
Узлы и детали намоточного станка:
- катушка с проволокой (бобина подачи);
- механизм притормаживания вращения шпинделя;
- шаговый электродвигатель центровки бобины;
- направляющие (шариковая мебельная гарнитура);
- шторка оптических датчиков на механизме центровки бобины;
- ручка для перенаправления позиционера к другой секции (при секционной намотке);
- кнопки для ручного изменения направления укладки;
- светодиоды для контроля направления укладки;
- шаговый электродвигатель позиционера;
- шторки для оптических датчиков контролирующих границу намотки;
- регулировочный винт позиционера;
- катушка для намотки;
- электродвигатель намотки;
- счетчик количества витков;
- кнопки настройки устройства;
- оптический датчик синхронизации;
- регулятор скорости вращения.
Самодельный электрический станок для намотки трансформаторов
К меню
Назначение и принцип работы отдельных частей и узлов
Подающий узел - используется для установки в нем бобины с проводом с обеспечением нужной величины его натяжения при подаче. Состоит из приспособления для крепления бобин и системы притормаживания вращения вала.
Подтормаживание необходимо для обеспечения качественной намотки за счет натяжения подающегося провода.
Центровка подающей бобины необходима из-за небольших габаритов станка и выполняется при помощи центрирующего механизма, который работает следующим образом:
- провод, сматываемый с бобины, проходит через шторку, которая имеет форму вилки;
- шаговый двигатель, через редуктор с зубчатым ремнем, автоматически передвигает бобину по роликовым направляющим.
Позиционер - устройство, при помощи которого выставляются границы укладки провода. Шаговый электродвигатель перемещает укладчик до тех пор, пока шторка не перекроет один из контролирующих датчиков. Как только это происходит - направление укладки изменяется.
Укладчик - позволяет проводить перенастройку при намотке провода различного диаметра - от 0,2 до 0,4 мм.
Приемная катушка, на которую происходит намотка слоев
Приемный узел - вращение катушки, на которую наматывается провод, обеспечивается высокоскоростным электродвигателем, имеющим редуктор. Редуктор состоит из 3-х шестеренок с общим делением 18, что позволяет получить достаточный вращающий момент на небольших оборотах. Регулировка скорости вращения самого электродвигателя осуществляется за счет изменения величины подающегося к нему напряжения.
Конструкция крепления позволяет закреплять каркасы без наличия сквозного отверстия, за счет двух плоских пластин, которые сжимают их с обеих сторон.
Подобная конструкция не является догматической. Все элементы, детали, отдельные узлы, подбираются в соответствии с конкретными задачами и возможностями любителя поработать своими руками. Главная идея заключается в том, что при достаточном желании и некоторых принципиальных знаниях, каждому мастеру вполне под силу самостоятельно собрать намоточный станок для любого типа трансформаторов. к меню
Самодельный намоточный станок для трансформаторов (видео)
Главная страница » Для производства
ostanke.ru
Трансформатор тороидальный своими руками – расчет витков, технология намотки
Преобразование тока или напряжения применяется практически в каждом электроприборе. Для чего нужен трансформатор? Более практичного и универсального прибора для преобразования напряжения еще не придумали.
Как устроен трансформатор?
Разница в количестве витков между обмотками определяет коэффициент изменения величины напряжения. Проще говоря, если вторичная обмотка имеет вдвое меньше витков, на ней возникнет напряжение, в два раза меньшее, чем в первичной. Мощность остается прежней, что позволяет работать с большими токами при меньшем напряжении.
Важно! Трансформатор может работать только с переменными или импульсными токами. Преобразовать постоянное напряжение таким образом невозможно.
Конструктивное исполнение различается по форме магнитопровода.
Броневой
Образует два витка магнитного поля, рассчитан на большие нагрузки. Магнитопровод разъемный, удобен в сборке – на центральный стержень надевается готовая обмотка. Недостаток – тяжелый, габаритный. Крайние и поперечные стержни магнитопровода эффективно не используются.
Стержневой
Конструкция аналогична броневому, магнитное поле одновитковое, соответственно мощность меньше. Также имеет разборную конструкцию. Эффективность использования поверхности магнитопровода не выше 40%.
Тороидальный трансформатор
Имеет самый высокий КПД. Это достигается за счет 100% использования площади магнитопровода. Поэтому, при одинаковой мощности, такие трансформаторы имеют меньшие размеры. Еще одно преимущество – за счет распределения обмоток по всей площади основы, охлаждение витков более эффективное. Это позволяет еще больше нагрузить преобразователь без превышения критической температуры. Недостаток один – такие трансформаторы сложно собирать, поскольку основа неразъемная.
Материалы для магнитопровода:
Железные основы набираются из пластин, наматываются ленточным способом, или отливаются монолитно. Наиболее эффективный материал – феррит. Чаще всего применяется именно в торах, увеличивая их КПД.
Какие бывают трансформаторы по конструкции, мы рассмотрели. При покупке готового прибора, вас мало волнует, насколько сложно его сделать.
Тороидальная конструкция удобна в монтаже (занимает мало места, крепится одним винтом). Однако стоит такой прибор выше, чем стержневые или броневые преобразователи напряжения. Часто его цена перекрывает экономию от самостоятельного изготовления всей электроустановки.
Тороидальный трансформатор, как сделать своими руками?
Первое, что приходит в голову – взять готовый тор от сломанной бытовой техники, и попробовать изменить параметры вторичной обмотки под ваши расчеты. Как перемотать трансформатор своими руками, знают все радиолюбители.
Но тороидальный сердечник не разбирается, если пропускать через «бублик» пару тысяч (или даже сотен) витков, на перемотку уйдут месяцы. Да и вероятность повредить оболочку проволоки при таком способе довольно высока.
Важно! Намоточная медная проволока имеет защитное лаковое покрытие. Иногда тряпичное, для мощных обмоток. Дополнительная изоляция увеличивает сечение, соответственно объем обмотки вырастает втрое. Поэтому при наматывании, витки укладываются без продольного перемещения (протяжки), чтобы не повреждать изоляцию.
Чтобы не задаваться вопросами типа: «Что можно сделать из трансформатора от микроволновки?» (из него делают споттеры для точечной сварки), логичнее будет подбирать трансформатор под конкретную задачу, а не наоборот.
Если ваш электроприбор компактный, ищите тороидальный преобразователь. Кстати, в микроволновых печах применяются бронированные трансформаторы, достаточно крупного размера.
Имея представление о характеристиках собираемого блока питания, вы должны знать, как рассчитать мощность трансформатора. Получив эту важную характеристику, начинаете поиски донора. Если приобретенный трансформатор имеет заводскую этикетку, или еще лучше, паспорт изделия – вы пользуетесь этой информацией. А если у вас в руках безымянное изделие?
Первый вопрос, который возникнет: «Как определить выводы трансформатора?» Необходимо произвести замеры сопротивления между контактами с помощью мультиметра. Надо найти первичную обмотку. Как правило, контакты первички не соединены с вторичными обмотками.
То есть, если прозвонка показала гарантировано обособленную обмотку, это первичка. По результатам замеров рисуем схему, и приступаем к определению коэффициентов понижения напряжения.
Важно! Вы должны точно быть уверенными в том, что перед вами именно трансформатор напряжения на 220 вольт, а не дроссель или прибор, рассчитанный на иное входное напряжение.
На контакты первичной обмотки подводим напряжение 220 вольт. Для безопасности можно ограничить ток какой-нибудь нагрузкой. Например, последовательно включить лампу накаливания мощностью 40-60 Вт. Лампа шунтируется обычным тумблером. Подключение производится через предохранитель, или бытовой удлинитель с защитным автоматом (на случай короткого замыкания).
Необходимо дать поработать тору несколько минут «в холостую» с включенной лампой. Затем отключите питание, и оцените температуру устройства. Если избыточного нагрева нет – шунтируйте лампу выключателем и снова дайте время на проверку нагрева.
После этого можно приступать к составлению диаграммы напряжения на вторичных обмотках. Произведите замеры на контактах во всех возможных комбинациях. Результаты отобразите на схеме. Получив полную картину, подайте на обмотки нагрузку, соответствующую напряжению. Лучший способ – та же лампа накаливания.
Внимание! Проверка вторичных обмоток под нагрузкой – косвенный способ, как узнать мощность трансформатора.
Оценить возможности прибора можно по степени нагрева под нагрузкой. Нормальная температура – не более 45°С. То есть, сразу после отключения от сети, трансформатор можно трогать рукой без температурного дискомфорта.
Рассмотрим как производится расчет мощности трансформатора
Для начала определяем сечение основы. Магнитопровод должен не только выдержать магнитное поле определенной интенсивности, он еще рассеивает выделяемое тепло. Существует упрощенный метод исчисления площади сечения в см². Она равна квадратному корню от требуемого значения мощности в ваттах.
Это максимальное значение, реальный трансформатор должен иметь запас +50%. Иначе сердечник попадет в область магнитного насыщения, что приведет к резкому локальному нагреву. Для сердечников тороидальной формы достаточно запаса 30% от расчетной площади.
Для этого воспользуемся несложной формулой: константу 60 делим на площадь сечения в см². Например, сечение магнитопровода 6 см². Значит, на каждый вольт входного напряжения, требуется 10 витков провода. То есть при питании 220 вольт, первичная обмотка будет состоять из 2200 витков.
Расчет вторичных обмоток производится в пропорции коэффициента трансформации. Если необходимо 20 вольт на выходе, при константе 10 витков на вольт, потребуется 200 витков вторичной обмотки. Это абсолютное значение, без учета потерь при нагрузке. Истинное количество витков получаем, умножив значение на 1,2.
Прежде чем намотать трансформатор, надо знать сечение провода. Минимальный диаметр проволоки рассчитывается по формуле: D=0.7*√I
D – диаметр проводника в мм
Важно! Диаметр проводника замеряется без учета толщины изолирующего лака. Его надо смыть ацетоном в месте измерения. Это актуально для проводов с малым сечением.
0,7 – установочный коэффициент
√I – квадратный корень из значения силы тока в амперах
Экономить на проводе не стоит. Меньший диаметр плохо рассеивает тепло, и обмотка может перегореть. Чем тоньше провод, тем выше сопротивление. Возможны потери мощности и снижение расчетных характеристик.
Расчет произвели, параметры «донора» определили, требуется перемотка вторичной обмотки. На стержневом или бронированном трансформаторах все просто – обмотка мотается на коробочку из электротехнического картона, затем надевается на разборный магнитопровод.
А как намотать тороидальный трансформатор?
Намотка тороидального трансформатора своими руками - видео.
Есть два способа, отработанных десятилетиями.
С помощью челнока. На вилочный челнок предварительно наматываем требуемое количество проводника. Лучше рассчитать его с запасом, возможны потери от перекосов на витках.
Этот способ годится в случаях, когда внутренний диаметр тора достаточно большой, а проводник тонкий и гибкий. Количество витков также имеет значение. Мотать обмотку даже в 500-700 витков вы будете очень долго. Вторая технология более прогрессивная. Намотка с помощью размыкаемого обода.
Намоточный обод продевается в «дырку от бублика» и соединяется в единое кольцо. Затем на него наматывается требуемое количество проволоки. После чего проводник сматывается с обода на тороид, с одновременным его вращением для равномерной укладки.
obinstrumente.ru
Особенности намотки трансформатора своими руками
Намотать трансформатор своими руками – процесс не столько сложный, сколько длительный, требующий постоянной концентрации внимания.
Тем, кто приступает к такой работе в первый раз, бывает трудно разобраться, какой материал использовать и как проверить готовый прибор. Пошаговая инструкция, представленная ниже, даст новичкам ответы на все вопросы.
Подбор необходимых инструментов
Прежде чем приступить непосредственно к намотке, необходимо запастись всеми необходимыми для выполнения работы приспособлениями и инструментами:
Виды и способы, направления намотки обмоток трансформатора представлены на фото:
Изоляция слоев обмотки
В некоторых случаях между проводами требуется вставить прокладки для изоляции. Чаще всего для этого используют конденсаторную или кабельную бумагу.
Середину соседних трансформаторных обмоток следует изолировать сильнее. Для изоляции и выравнивания поверхности под следующий слой обмотки потребуется специальная лакоткань, которую нужно обернуть с обеих сторон бумагой. Если лакоткани не найдется, то решить проблему можно с помощью все той же бумаги, сложенной в несколько слоев.
Бумажные полосы для изоляции должны быть шире обмотки на 2-4 мм.
Алгоритм действий
- Провод с катушкой закрепить в устройстве намотке, а каркас трансформатора – в устройстве намотки. Вращения делать мягкие, умеренные, без срывов.
- Провод с катушки опустить на каркас.
- Между столом и проводом оставить минимум 20 см, чтобы можно было расположить на столе руку и фиксировать провод. Также на столе должны находиться все сопутствующие материалы: наждачная бумага, ножницы, бумага для изоляции, включенный паяльный инструмент, карандаш или ручка.
- Одной рукой плавно вращать намоточное устройство, а второй – фиксировать провод. Необходимо, чтобы провод ложился ровно, виток к витку.
- Трансформаторный каркас заизолировать, а выведенный конец провода продеть сквозь каркасное отверстие и ненадолго зафиксировать на оси намоточного устройства.
- Намотку следует начинать без спешки: необходимо «набить руку», чтобы получалось укладывать обороты друг рядом с другом.
- Нужно следить, чтобы угол провода и натяжение были постоянными. Мотать каждый последующий слой «до упора» не следует, т. к. провода могу соскользнуть и провалиться в каркасные «щечки».
- Счетное устройство (если есть) установить на ноль либо внимательно считать витки устно.
- Изолирующий материал склеить или прижать мягким кольцом из резины.
- Каждый последующий оборот на 1-2 витка делать тоньше предыдущего.
О намотке катушек трансформатора своими руками смотрите в видео-ролике:
Соединение проводов
Если в ходе наматывания произойдет разрыв, то:
- тонкие провода (тоньше 0,1 мм) скрутить и заварить;
- концы проводов средней толщины (менее 0,3 мм) следует освободить от изоляционного материала на 1-1.5 см, скрутить и спаять;
- концы толстых проводов (толще 0,3 мм) нужно немного зачистить и спаять без скрутки;
- место спайки (сварки) заизолировать.
Важные моменты
Если для намотки используется тонкий провод, то количество витков должно превышать несколько тысяч. Сверху обмотку необходимо защитить бумагой для изоляции или дерматином.
Если трансформатор обмотан толстым проводом, то наружная защита не требуется.
Испытание
После того, как с намоткой будет закончено, необходимо испытать трансформатор в действии, для этого следует подключить к сети его первичную обмотку.
Чтобы проверить прибор на возникновение коротких замыканий, следует последовательно подключить к источнику питания первичную обмотку и лампу.
Степень надежности изоляции проверяется посредством поочередного касания выведенным концом провода каждого выведенного конца сетевой обмотки.
Проводить испытание трансформатора следует очень внимательно и осторожно, дабы не попасть под напряжение повышающей обмотки.
Если неукоснительно следовать предложенной инструкции и не пренебрегать ни одним из пунктов, то намотка трансформатора вручную не будет представлять никаких сложностей, и справиться с ней сможет даже новичок.
Нет комментариев
elektrik24.net
Как производится намотка трансформатора своими руками?
- Намотка тороидального трансформатора
- Размотка проволоки
- Автоматизация подсчета количества витков
- Заключение по теме
Намотка трансформатора своими руками – необходимый навык как для начинающего, так и для опытного электрика или радиолюбителя. Выполняется она при таких работах, как сборка радиоприемника, усилителя или ремонт старого трансформаторного устройства. Перед тем как намотать трансформатор, важно определить для себя последовательность действий и испытания устройства, а также знать, какие материалы и инструменты для этого используются.
Рисунок 1. Устройство по принципу ворота колодца.
Какие устройства использовать?
В заводских условиях, когда промышленность требует от процесса намотки, прежде всего, скорости и точности, все работы осуществляются при помощи специальных станков. Что же делать домашним мастерам и радиолюбителям? В большинстве случаев намотку приходится делать вручную, что сказывается в итоге на точности работы устройства. Второй (более предпочтительный) вариант – применение самодельных намоточных станков. Их конструкция предельно проста, наличие такого инструмента заметно облегчит эту рутинную задачу. При выборе конструкции прибора для намотки необходимо руководствоваться следующими параметрами:
- простота создания и использования устройства;
- плавность движения катушки;
- возможность намотки трансформаторов разного размера;
- желательно наличие приспособления для подсчета количества мотков проволоки.
Рисунок 2. Устройство из ручной дрели.
Существует несколько простых устройств, которые полностью отвечают заявленным требованиям. Их изготовление не отнимает много времени, и использовать при этом можно подручные материалы. Рассмотрим такие варианты ниже.
Самое простое и распространенное устройство работает по принципу ворота колодца. Его элемент – основание, на котором крепится горизонтальная металлическая ось, находящаяся на двух вертикальных стойках. Ее пропускают сквозь отверстия в обеих стойках, с одной стороны выгибая в форме ручки (рис. 1).
Чтобы избежать движений оси в горизонтальном направлении, на нее надевают две небольшие трубки. Около одной из трубок будут размещены деревянная колодка, фиксируемая металлической шпилькой, и клин, позволяющий надежно закрепить прибор на оси.
По тому же принципу работает и устройство, сделанное из ручной дрели. Единственное отличие в том, что инструмент нужно надежно зафиксировать, чтобы избежать лишних движений, которые могут привести к нарушению интервала между мотками проволоки. В дрель вставляют стальной стержень, на который надевают корпус будущего трансформатора. Идеальный вариант – использование металлической шпильки небольшого диаметра. Благодаря наличию на ее поверхности резьбы корпус трансформатора можно полностью обездвижить стопорами из 2 гаек (рис. 2).
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 - 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.
Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» - регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 - выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 - 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
Рисунок 9.
Приёмный узел.
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
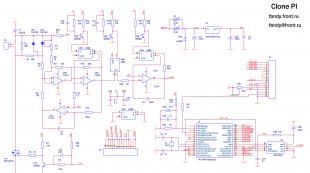
Электрическая схема.
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» - обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм - это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг - это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их на форуме. По возможности постараюсь ответить и помочь.
Желаю всем удачи в творчестве и всего наилучшего!
Архив "Намоточный станок"."